

ფოლადის ბურთების წარმოების მარტივი პროცესი
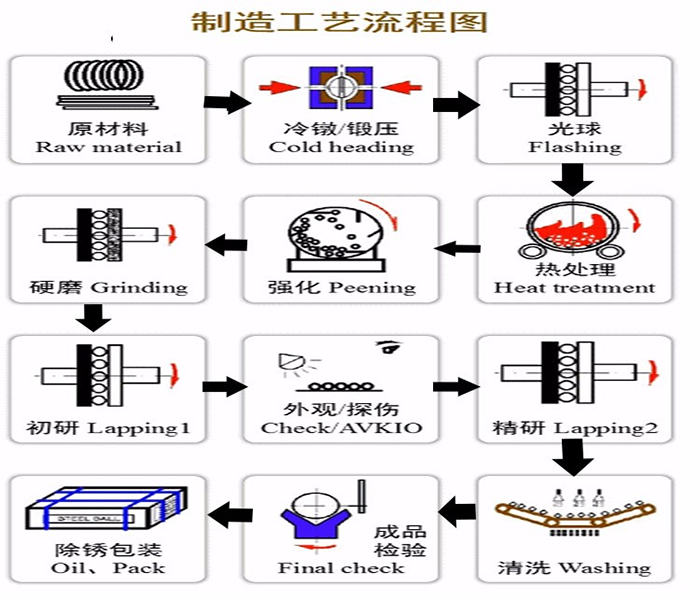
ბურთის ფორმირება → რგოლის მოცილება → უხეში დაფქვა → რბილი დაფქვა → ბურთულა ბლანკის ფორმირება → გლუვი ბურთულა (ან შეფუთვა → რბილი დაფქვა) → მყარი დაფქვა → წვრილად დაფქვა → ზუსტი დაფქვა (ან გაპრიალება) → ულტრა ზუსტი დაფქვა.
ფოლადის ბურთულების წარმოების დეტალური პროცესი
1. მავთულის ნახაზი: მავთულის დაჭიმვა სასურველ დიამეტრზე მავთულის სახაზავი მანქანის გამოყენებით;
2. ცივი თავსატეხი (გაყალბება): მოათავსეთ გამოყვანილი მავთული ფოლადის ბურთის ცივ სათაურ მანქანაში და გამოიყენეთ ფოლადის საყრდენი მანქანაში, რათა გაყალბდეს იგი ბურთულად;
3. ლაითბოლი: ორი თუჯის დასაფქვავი ბურთის წრიული ფირფიტა ლაითბოლის აპარატის შიგნით დაჭერით და შეიზილეთ ცივი სათაურის ემბრიონი გარე რგოლისა და ემბრიონზე ორი პოლუსის მოსაშორებლად;
4. რბილი ბურთი: ორი თუჯის დასაფქვავი ბურთის წრიული ფირფიტა რბილი ბურთის აპარატის შიგნით აგროვებს მსუბუქი ბურთის ემბრიონს, რათა დაფქვა იგი ბურთის საჭირო დიამეტრამდე და ზედაპირის უხეშობაში;
5. თერმული დამუშავება: ჩადეთ ბურთი თბოგამამუშავებელ ღუმელში, გაამყარეთ იგი, ჩააქროთ და ადუღეთ, რათა მისცეს გარკვეული კარბურული ფენა, სიმტკიცე, გამძლეობა და გამანადგურებელი დატვირთვა;
6. მყარი დაფქვა: საფქვავი ბორბლის დისკი ზეწოლას ახდენს და დაფქვავს თბილად დამუშავებულ ბურთულს, რათა მოაცილოს შავი ოქსიდის ფენა ბურთის ზედაპირზე და გამოასწოროს ბურთის სიზუსტე;
7. ზუსტი დაფქვა/საპრიალებელი გაწმენდა: ზუსტი დაფქვა: დაფქვა საფქვავი ბურთის ემბრიონი ზუსტი სახეხი მანქანაში მზა პროდუქტის საჭირო სიზუსტისა და სიგლუვის მისაღწევად;
გაპრიალება და გაწმენდა: ჩაასხით ბურთი გასაპრიალებელ დოლში და დაატრიალეთ იგი, შემდეგ გაასუფთავეთ სფერული ზედაპირი გასაპრიალებელი საწმენდი საშუალებით და წყლით, რათა ის სუფთა და ბზინვა იყოს;
8. გარეგნობის შერჩევა: გამოიყენეთ ხელით ვიზუალური შემოწმება ფოლადის ბურთის ზედაპირზე რაიმე დეფექტის შესამოწმებლად და გამოიყენეთ მიკრომეტრი ჭეშმარიტი სიმრგვალების გასაზომად, სურათების დიამეტრის ცვალებადობისთვის და გამოიყენეთ ზედაპირის უხეშობის მრიცხველი ზედაპირის უხეშობის დასადგენად, როგორც საბოლოო შემოწმება;
9. შეფუთვა: ფოლადის ბურთები/უჟანგავი ფოლადის ბურთები/საყრდენი ფოლადის ბურთულები დაასველეთ ჟანგის საწინააღმდეგო ზეთით და ჩაალაგეთ მუყაოს ყუთებში ან ნაქსოვი ჩანთებში.
ტექნოლოგიის განვითარებასთან ერთად, აღჭურვილობის წარმოების ინდუსტრიაში დიდი მძიმე საკისრების მოთხოვნა კიდევ უფრო გაიზარდა რაოდენობისა და ხარისხის თვალსაზრისით და შესაბამისად უნდა გაიზარდოს მოთხოვნები დიდი ტარების ფოლადის ბურთების რაოდენობასა და ხარისხზე. ფოლადის ბურთის ჯგუფის დიამეტრის ცვალებადობა უნდა იყოს მცირე, ფოლადის ბურთის ზედაპირის უხეშობა უნდა იყოს მცირე, სიზუსტე უნდა იყოს მაღალი და განსხვავება ბირთვის სიმტკიცესა და ფოლადის ბურთის ზედაპირულ სიმტკიცეს შორის უნდა იყოს მცირე. დიდი ტარების ფოლადის ბურთების დიამეტრი ახლა 150 მმ-200 მმ-ს აღწევს.
დიდი ტარების ფოლადის ბურთების წარმოების პროცესი განსხვავდება ჩვეულებრივი სპეციფიკაციებისგან. შემდეგი შედარება ხდება:
1. დიდი ტარების ფოლადის ბურთების წარმოების პროცესი:
ჭრა - გაყალბება - დამუშავება - შემობრუნების დამუშავება - თერმული დამუშავება - მყარი დაფქვა - საწყისი კვლევა - ზუსტი კვლევა;
2. ჩვეულებრივი სპეციფიკაციის ფოლადის ბურთების წარმოების პროცესი:
მავთულის ნახაზი - ცივი სათაური - მსუბუქი ბურთი - რბილი ბურთი - თერმული დამუშავება - მყარი დაფქვა - წვრილად დაფქვა;
იმპორტირებული ტარების ფოლადის ბურთულების წარმოების პროცესი
1) საწარმოო აღჭურვილობა იმპორტირებული ფოლადის ბურთების გამოყენებით
2) უპირველეს ყოვლისა, აირბინეთ ჰიდრავლიკური ცილინდრი, რათა დაწინაურდეს სახეხი ფირფიტა, სანამ საყრდენი ფოლადის ბურთი არ განთავსდება ორ სახეხი ფირფიტას შორის.
3) დააინსტალირეთ ბურთის გამოსასვლელი და შეინახეთ იგი ფხვიერ მდგომარეობაში. დაჭერით ღერძი, რომ შეავსოთ სივრცე ორ სახეხ ფირფიტას შორის ფოლადის ბურთულებით და დააყენეთ ბურთის გამოსასვლელი
ბურთის შემგროვებელი პირი მჭიდროდ არის მიმაგრებული საფქვავი ფირფიტის (ან საფქვავი ბორბლის) ბოლო სახეზე და მიმაგრებულია ბურთის გასასვლელში. ამ დროს მიზანშეწონილია ზეწოლა განხორციელდეს ორ სახეხ ფირფიტაზე, რათა ქრომის ფოლადის ბურთი ბრუნავს.
4) დახურეთ დამცავი საფარი, ჩართეთ წყლის ტუმბო, ჩართეთ მასალის უჯრა და გაუშვით მთავარი ლილვი.
5) თითოეული ქარხნის პროცესის ჩვევების მიხედვით, დაარეგულირეთ შპინდლისა და მასალის უჯრის სიჩქარე და დაარეგულირეთ ბურთების რაოდენობა, რათა უზრუნველყოთ, რომ ფოლადის ბურთები სახელმძღვანელო ფირფიტის თითოეულ ღარში თანაბრად გადანაწილდეს
ერთნაირად განაწილებული და არა გადახურული.
6) დაარეგულირეთ დაფქვის წნევა, ჩართეთ ზეწოლის ჩამრთველი ოპერაციულ პანელზე ღია მდგომარეობაში, დააყენეთ წნევის მზარდი სარქველი ჰიდრავლიკური სადგურის პანელზე და აწიეთ იგი
მიუთითეთ წნევა და ჩაკეტეთ იგი თითოეულ ქარხანაში და ყურადღება მიაქციეთ ჰიდრავლიკურ სისტემას, რათა შეინარჩუნოს წნევა გაშვების დროს.
7) ნორმალურ სამუშაო პირობებში აუცილებელია რეგულარულად დაკვირვება ოპერაციული მდგომარეობის, წნევის და მასპინძლის შეუფერხებლად შესვლა-გასვლის.
8) როდესაც ფოლადის ბურთი მიაღწევს მითითებულ ზომას და ზედაპირის ხარისხს, ჯერ შეამცირეთ სამუშაო წნევა და შემდეგ დააჭირეთ მთავარ გაჩერების ღილაკს.
9) მოამზადეთ კონტეინერი ტარების ფოლადის ბურთის მოსაშორებლად.